W przypadku producentów samochodowych systemów HVAC niezawodność rdzenia nagrzewnicy zaczyna się od integralności szwu rury.Sinupower– dedykowanyProducentprecyzyjnych aluminiowych elementów termicznych – produkujeSpawane laserowo, szczelne połączenie rurki rdzenia nagrzewnicywykorzystując technologię lasera światłowodowego dużej mocy. Proces ten tworzy ciągły, jednorodny szew spawalniczy, który eliminuje ścieżki wycieków typowe dla rur zgrzewanych oporowo lub ze szwem mechanicznym. Spłaszczony profil typu B maksymalizuje powierzchnię do przenoszenia ciepła, podczas gdy spawany laserowo szew zapewnia integralność strukturalną pod wpływem cykli termicznych i ciśnienia chłodziwa. Rezultat: rdzenie nagrzewnic działające niezawodnie przez cały okres użytkowania pojazdu. Jako liderproducent rurek z rdzeniem nagrzewnicySinupower obsługuje dostawców branży HVAC z branży motoryzacyjnej na całym świecie, oferując niezawodne i szczelne rozwiązania.
Dlaczego spawanie laserowe ma znaczenie w przypadku rur z rdzeniem nagrzewnicy
SinupoweraSpawane laserowo, szczelne połączenie rurki rdzenia nagrzewnicyjest wytwarzany w procesie zapewniającym wymierne korzyści w porównaniu z konwencjonalnymi metodami wytwarzania rur:
Wydajność bez wycieków
- Spawanie laserowe zapewnia ciągły, jednorodny szew spawalniczy bez porowatości i mikropęknięć, co eliminuje pierwotną przyczynę awarii rdzeni nagrzewnicy.
- Stała głębokość penetracji spoiny (zwykle 0,5–1,2 mm) zapewnia, że połączenie odpowiada wytrzymałości materiału podstawowego lub ją przekracza.
- Testowanie szczelności helem w każdej partii produkcyjnej pozwala zweryfikować stopień wycieku poniżej 0,5 g/rok na probówkę.
- Nie jest wymagany żaden materiał wypełniający po spawaniu, co eliminuje ryzyko pozostałości topnika lub kruchości stopu lutowniczego.
Doskonała wydajność wymiany ciepła
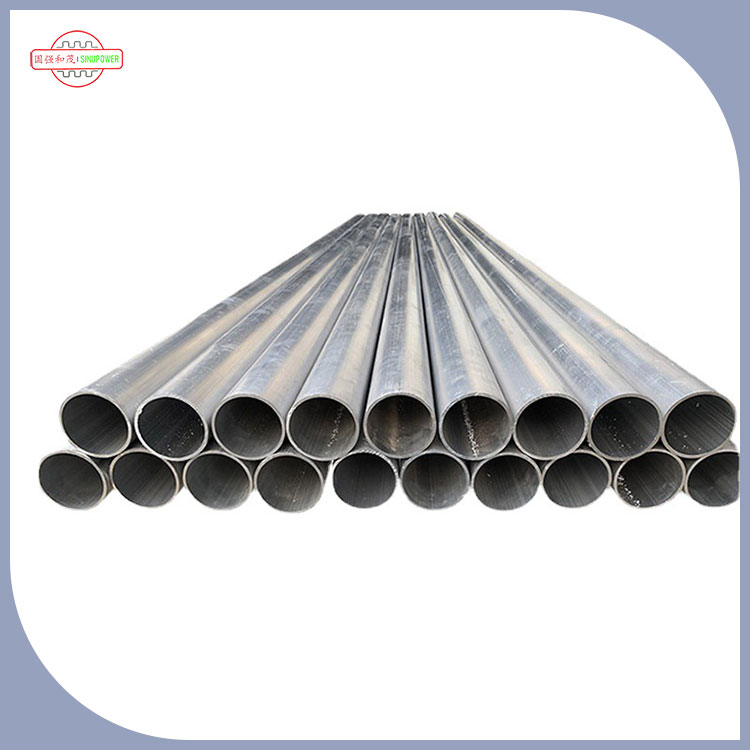
- Spłaszczony profil typu B zwiększa stosunek powierzchni do objętości, umożliwiając szybszy transfer ciepła z płynu chłodzącego do powietrza w kabinie.
- Gładki otwór wewnętrzny minimalizuje opory przepływu i spadek ciśnienia w rdzeniu nagrzewnicy.
- Jednolita grubość ścianki (tolerancja ±0,05 mm) zapewnia stałą przewodność cieplną na całej długości rury.
Zwiększona trwałość w warunkach cykli termicznych
- Spawanie laserowe tworzy połączenie metalurgiczne, które wytrzymuje wielokrotne rozszerzanie i kurczenie się cieplne bez pękania zmęczeniowego.
- Kompatybilny ze stopami aluminium AA3003 i AA3102, wybranymi ze względu na ich doskonałą przewodność cieplną (200–220 W/m·K) i odkształcalność.
- Zatwierdzono dla ponad 10 000 cykli termicznych od -40°C do +120°C bez degradacji spoiny.
Czysta produkcja bez topnika
- Spawanie laserowe eliminuje potrzebę stosowania topnika lub pasty lutowniczej, zmniejszając ryzyko zanieczyszczenia i upraszczając dalszy montaż.
- Brak odprysków spawalniczych i utleniania powierzchni – rury są gotowe do mocowania żeberek i lutowania głowicy natychmiast po spawaniu.
- Spójna geometria ściegu spoiny umożliwia automatyczne wkładanie żeber i układanie rdzenia bez problemów z wyrównaniem.
Spawana laserowo rura typu B w porównaniu z konwencjonalną rurą ze szwem
| Współczynnik porównawczy |
Rura spawana laserowo |
Konwencjonalna rura ze szwem |
| Integralność spoiny |
Ciągły, jednorodny szew – bez porowatości |
Szew przerywany lub składany mechanicznie |
| Szybkość wycieku (hel) |
≤0,5 g/rok |
1–3 g/rok (typowo) |
| Strefa wpływu ciepła |
Wąski (≤1,0 mm) – minimalne zniekształcenia |
Szerszy (2–4 mm) – potencjalne zniekształcenie |
| Wytrzymałość spoiny |
Dorównuje lub przewyższa materiał bazowy |
Zwykle 70–85% materiału podstawowego |
| Strumień/zanieczyszczenie |
Brak – czysty proces |
Mogą pozostać pozostałości topnika |
| Wykończenie powierzchni |
Gładki, wolny od utleniania |
Ślady spoin, powstawanie tlenków |
| Obróbka po spawaniu |
Nie jest wymagane |
Może być konieczne czyszczenie lub powlekanie |
| Szybkość produkcji |
Wysoka – w pełni zautomatyzowana |
Umiarkowany – wiele etapów formowania |
| Efektywność kosztowa |
Niższy koszt całkowity (mniej odrzutów, brak czyszczenia po spawaniu) |
Wyższy współczynnik odrzutów, dodatkowe wykończenie |
Proces produkcyjny – od cewki do gotowej rury
ProdukcjaSpawane laserowo, szczelne połączenie rurki rdzenia nagrzewnicyprzestrzega ściśle kontrolowanego, sześcioetapowego procesu od zwoju do gotowej rury:
Krok 1 – Wybór materiału
- Materiały podstawowe: Stopy aluminium AA3003 i AA3102, wybrane pod kątem przewodności cieplnej, odkształcalności i zgodności z lutowaniem twardym.
- Przychodzące kręgi są testowane pod kątem składu chemicznego i jakości powierzchni.
- Zakres grubości materiału: 0,20 mm do 0,60 mm w zależności od wymagań aplikacji.
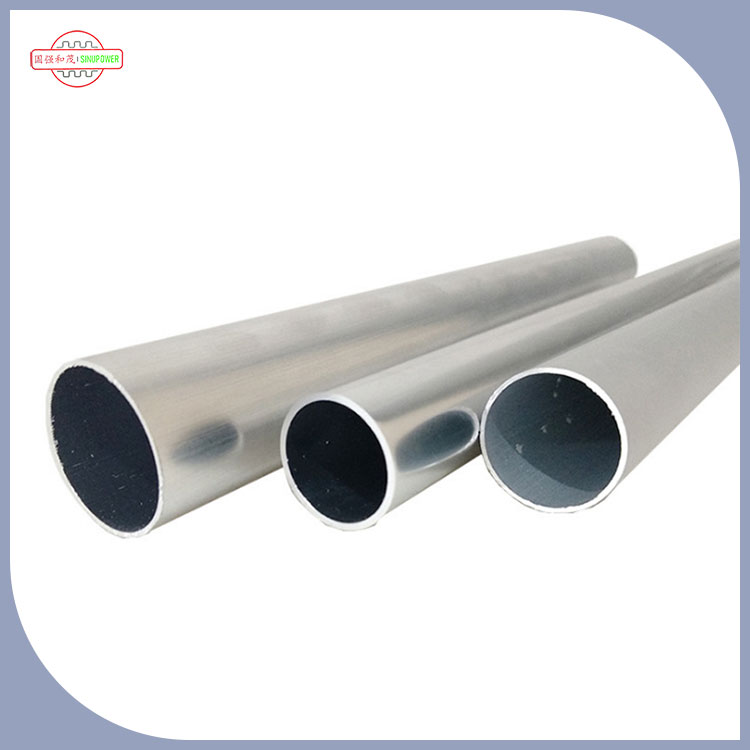
Krok 2 – Formowanie paska
- Taśma aluminiowa jest walcowana w profil typu B – spłaszczony, owalny przekrój charakterystyczny dla rur rdzeniowych nagrzewnicy.
- Precyzyjne matryce formujące zapewniają spójne wymiary profilu na całej długości cewki.
- Pomiar laserowy na linii monitoruje geometrię profilu w celu utrzymania tolerancji.
Krok 3 – Spawanie laserowe
- Laser światłowodowy o dużej mocy (1–3 kW) dostarcza skupioną energię do szwu rury, tworząc spoinę typu dziurka od klucza o głębokiej penetracji i małej szerokości.
- Gaz osłonowy (argon lub hel) chroni jeziorko spawalnicze przed utlenianiem.
- Monitorowanie spoiny w czasie rzeczywistym śledzi głębokość wtopienia, szerokość spoiny i porowatość – automatycznie odrzucając sekcje niezgodne ze specyfikacją.
Krok 4 – Wyżarzanie szwu spawalniczego
- Miejscowe wyżarzanie po spawaniu łagodzi naprężenia szczątkowe w strefie spawania bez wpływu na stan materiału podstawowego.
- Zapewnia, że obszar spoiny ma podobną ciągliwość i odkształcalność jak reszta rury.
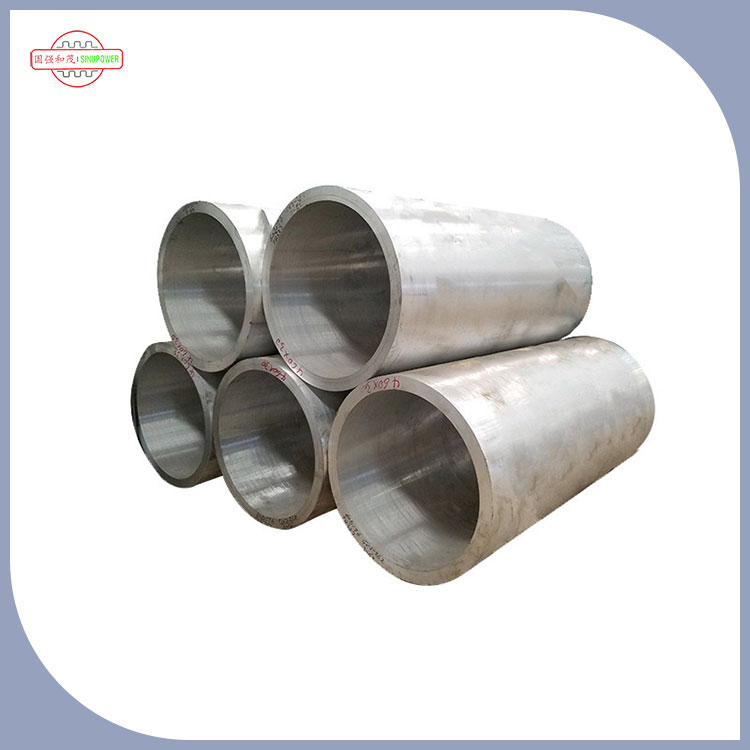
Krok 5 – Wymiarowanie i przycięcie na długość
- Rury są kalibrowane do ostatecznych wymiarów za pomocą szeregu matryc kalibrujących.
- Cięcie na długości określone przez klienta za pomocą precyzyjnego sprzętu do piłowania lub nożyc.
- Końce są gratowane i przygotowane do włożenia żebra lub zamocowania głowicy.
Krok 6 – 100% test szczelności
- Każda rura przechodzi test szczelności za pomocą spektrometrii mas z helem, aby sprawdzić szczelność.
- Kryterium akceptacji: wyciek ≤0,5 g/rok.
- Rury, które nie przejdą testu, są automatycznie odrzucane, co gwarantuje, że z linii produkcyjnej nie opuści żadna wadliwa tuba.
Obszar zastosowań – Rdzenie nagrzewnic do samochodowych systemów HVAC
Jako zaufanydostawca rur rdzeniowych nagrzewnicy samochodowejprodukty Sinupower są wdrażane na wielu platformach pojazdów:
Podstawowe zastosowania
-
Systemy HVAC w pojazdach osobowych:Podstawowy komponent do ogrzewania kabiny w sedanach, SUV-ach i lekkich ciężarówkach.
-
Sterowanie klimatyzacją w pojazdach użytkowych:Wytrzymałe rdzenie nagrzewnic do samochodów ciężarowych, autobusów i sprzętu terenowego.
-
Zarządzanie ciepłem pojazdu elektrycznego:Zintegrowany z systemami ogrzewania pojazdów elektrycznych (konfiguracje z pompą ciepła lub ogrzewaniem rezystancyjnym).
-
Centrale wentylacyjne HVAC:Stosowany w instalacjach grzewczych w budynkach i przemyśle, gdzie wymagane są kompaktowe, szczelne wymienniki ciepła.
Punkty integracji w zespole rdzenia nagrzewnicy
- Rury są wkładane pomiędzy stosy żeber i rozszerzane lub lutowane, aby utworzyć blok rdzenia.
- Końce rur są połączone z kolektorami wlotowymi/wylotowymi za pomocą lutowania twardego lub połączenia mechanicznego.
- Płyn chłodzący (płyn chłodzący silnik lub płyn grzewczy pojazdu elektrycznego) przepływa przez wnętrze rury, podczas gdy powietrze przepływa przez żebrowaną powierzchnię zewnętrzną.
- Przenikanie ciepła następuje z płynu przez ściankę rury i żebra do powietrza w kabinie.
Zgodność z procesami montażowymi
- Nasze rury są kompatybilne zarówno z procesami lutowania w kontrolowanej atmosferze (CAB), jak i lutowania próżniowego.
- Gładki, wolny od tlenków szew spawalniczy nie wymaga dodatkowego czyszczenia przed lutowaniem, co ogranicza etapy procesu i ryzyko zanieczyszczenia.
- Profile i długości rur można dostosować tak, aby pasowały do określonej geometrii rdzenia i wymagań platformy pojazdu.
Certyfikaty jakości i standardy produkcyjne
Procesy produkcyjne Sinupower działają w ramach następujących certyfikowanych systemów:
Certyfikaty systemowe
-
IATF 16949:2016– Zarządzanie jakością w branży motoryzacyjnej
-
ISO 9001:2015– Zarządzanie jakością
-
ISO 14001:2015– Zarządzanie środowiskiem
-
ISO 45001:2018– Bezpieczeństwo i higiena pracy
Testowanie i kontrola
- Monitorowanie wymiarów w linii (mikrometry laserowe)
- Badanie szczelności helem – 100% rur
- Próby rozciągania i rozrywania próbek spoin
- Badania mikroskopowe przekrojów spoin
- Inspekcja powierzchni z wykorzystaniem systemów wizyjnych
📋 Pełne kopie certyfikatów dostępne na życzenie.
Własność intelektualna
-
2 patenty na wynalazek– w tym autorski system pozycjonowania za pomocą spawania laserowego rur typu B.
-
15 patentów na projekty– obejmujące unikalne profile rur i geometrię rdzenia grzejnika.
-
16 patentów na wzory użytkowe– skupiono się na udoskonaleniu procesów formowania rur i spawania.
Możliwości dostosowywania rur rdzeniowych nagrzewnicy
Dostosowanie wymiarowe
-
Szerokość rury:12 mm do 40 mm (określone przez klienta)
-
Wysokość rury:1,5 mm do 5,0 mm (profil spłaszczony)
-
Grubość ścianki:0,20 mm do 0,60 mm
-
Długość:100 mm do 2000 mm (przycięte na długość na zamówienie)
-
Tolerancja:±0,05 mm w przypadku wymiarów krytycznych
Opcje stopów i powłok
-
AA3003:Stop standardowy – dobra przewodność cieplna i odkształcalność, odporny na korozję.
-
AA3102:Wariant o wyższej wytrzymałości – odpowiedni do zastosowań wymagających wyższego ciśnienia lub bardziej wymagających.
-
Obróbka powierzchniowa:Opcjonalna powłoka cynkowa lub powłoka konwersyjna zapewniająca zwiększoną odporność na korozję.
Opcje formularza końcowego
-
Cięcie kwadratowe– standard wstawiania nagłówka
-
Sfazowane końcówki– dla łatwiejszego montażu i montażu uszczelek
-
Rozszerzane końcówki– do mechanicznych połączeń kolektorów
-
Niestandardowe profile końcowe– według rysunku klienta

Proces rozwoju
-
Zgłoszenie wymagań:Klient dostarcza specyfikacje, rysunki lub cele dotyczące wydajności.
-
Przegląd wykonalności:Zespół inżynierów ocenia materiał, profil i parametry spawania.
-
Projekt oprzyrządowania:Matryce do formowania i spawania produkowane we własnym zakresie.
-
Uruchomienie prototypu:Do 100 sztuk do sprawdzenia przez klienta – tylko koszt matrycy.
-
Produkcja:Dostępna produkcja na pełną skalę z PPAP na poziomie 3.
-
Dostawa:Zaplanowane wysyłki z certyfikatami materiałowymi i raportami z inspekcji.
Zapewnienie jakości – jak zapewniamy niezawodną jakość spoin
Każda partiaSpawane laserowo, szczelne połączenie rurki rdzenia nagrzewnicypodlega naszym rygorystycznym ramom kontroli jakości:
Kontrola surowców
- Cewki aluminiowe pochodzące z hut posiadających certyfikat ISO 14001 z pełną identyfikowalnością materiału.
- Kontrola przychodząca: skład chemiczny (OES), jakość powierzchni i weryfikacja grubości.
Kontrole w trakcie procesu
-
Tworzenie się:Monitorowanie wymiarów w czasie rzeczywistym z kontrolą sprzężenia zwrotnego w celu utrzymania dokładności profilu.
-
Spawanie laserowe:Moc, prędkość i przepływ gazu osłonowego są stale monitorowane. Jakość spoiny zweryfikowana za pomocą wbudowanej optycznej tomografii koherentnej (OCT).
-
Wyżarzanie:Miejscowe wyżarzanie indukcyjne z monitorowaniem temperatury w celu zapewnienia spójnej struktury ziaren w strefie spoiny.
Kontrola końcowa
-
Wymiarowy:OD, szerokość, wysokość i grubość ścianki mierzone w 3 punktach na rurę.
-
Test szczelności:Spektrometria mas z helem – 100% probówek, ≤0,5 g/rok.
-
Kontrola spoiny:Wizualna i mikroskopowa weryfikacja ciągłości spoiny.
-
Mechaniczny:Próby rozciągania i rozrywania na partię poddaną obróbce cieplnej.
Procedury te zapewniają, że każda przesyłka spełnia rygorystyczne wymagania jakościowe dla samochodowych zastosowań HVAC.
Zrównoważony rozwój i zgodność z wymogami ochrony środowiska
Efektywność energetyczna
- Spawanie laserowe zużywa znacznie mniej energii niż tradycyjne operacje w piecu do lutowania twardego, co zmniejsza nasz ślad węglowy.
- Technologia palnika regeneracyjnego w procesach wyżarzania zmniejsza zużycie gazu o 18%.
Recykling i redukcja odpadów
- Wykorzystanie materiału na poziomie 98% – cały złom aluminiowy jest segregowany i zwracany certyfikowanym recyklerom.
- W procesie spawania nie stosuje się topnika ani pasty lutowniczej, co eliminuje strumienie niebezpiecznych odpadów.
Zgodność
- Zgodny z RoHS – brak substancji objętych ograniczeniami w materiałach i procesach.
- Zgodność z REACH – wszystkie stopy i chemikalia stosowane w procesach spełniają aktualne normy UE w zakresie ochrony środowiska.
Często zadawane pytania dotyczące rur rdzeniowych nagrzewnicy spawanych laserowo
P: Jaka jest przewaga spawania laserowego nad tradycyjnym zgrzewaniem oporowym rur rdzeniowych nagrzewnicy? Odp.: Spawanie laserowe zapewnia węższą strefę wpływu ciepła, głębszą penetrację spoiny i bardziej spójny szew, co skutkuje niższym współczynnikiem nieszczelności, lepszą odpornością na zmęczenie i zerowym zanieczyszczeniem strumienia.
P: Jakie stopy są dostępne dla tych rur? Odp.: Oferujemy AA3003 (standard) i AA3102 (wyższa wytrzymałość). Stopy niestandardowe mogą zostać ocenione na życzenie.
P: Jaki jest standardowy czas realizacji zleceń produkcyjnych? Odp.: Standardowy czas realizacji wynosi 20–25 dni roboczych przy zamówieniach do 50 000 sztuk. W przypadku pilnych potrzeb dostępna jest przyspieszona produkcja.
P: Czy do każdej przesyłki dołączacie raporty z testów szczelności? O: Tak. Każda przesyłka zawiera raporty z testów szczelności helu dla każdej partii produkcyjnej, a także certyfikaty materiałowe i raporty z kontroli wymiarowej.
P: Czy poza profilem typu B można produkować rury o innych przekrojach? O: Tak. Chociaż typ B jest naszym standardowym profilem rdzenia nagrzewnicy, możemy opracować niestandardowe przekroje poprzeczne (płaskie, owalne, w kształcie litery D) do specjalistycznych zastosowań.
P: Jaka jest maksymalna długość rury, którą możesz wyprodukować? Odp.: Standardowa maksymalna długość wynosi 2000 mm. W przypadku większych wymagań prosimy o konsultację z naszym zespołem inżynierów – w zależności od profilu i stopu możliwe są dłuższe długości.
P: Jaki jest typowy czas realizacji opracowywania niestandardowych matryc? Odp.: Niestandardowe matryce do formowania i spawania są zwykle gotowe w ciągu 15–20 dni roboczych. Rury prototypowe mogą zostać wyprodukowane w ciągu 10 dni roboczych od zatwierdzenia matrycy.
Sinupower dostarczaSpawane laserowo, szczelne połączenie rurki rdzenia nagrzewnicyktóra umożliwia producentom samochodowych systemów HVAC wytwarzanie rdzeni nagrzewnic o najwyższej niezawodności, stałej wydajności cieplnej i niższych całkowitych kosztach produkcji. Zapraszamy producentów OEM, dostawców HVAC i producentów rdzeni nagrzewnic do skontaktowania się z nami w celu uzyskania próbek, arkuszy danych technicznych lub wspólnego przeglądu projektu.
Przegląd inżynieryjny:Pan Gao Qiang, założyciel Sinupower – ponad 20 lat doświadczenia w wytłaczaniu aluminium i zarządzaniu temperaturą, w tym wcześniejsze kierowanie firmami produkcyjnymi z listy Fortune 500.
Współpracuj z Sinupower – szczelna precyzja dla każdego rdzenia nagrzewnicy.
📧E-mail:robert.gao@sinupower.com
🌐Strona internetowa:www.sinupower-transfertubes.com
📄Poproś o próbki lub arkusze danych: Skontaktuj się z naszym zespołem sprzedaży →
Gorące Tagi: Spawane laserowo, szczelne połączenie Rdzeń nagrzewnicy, Chiny, producenci, dostawcy, fabryka, trwałe, hurtownia, jakość