
Płaskie owalne rurkisą płaskie owalne w przekroju (długa oś 80-200 mm, krótka oś 30-80 mm), a problemy takie jak skośność przekroju i nadmierne nuty są podatne na przycinanie kątów prostych. W celu osiągnięcia precyzyjnego przetwarzania w celu zapewnienia jakości kolejnego spawania lub montażu są wymagane profesjonalne procesy i narzędzia.
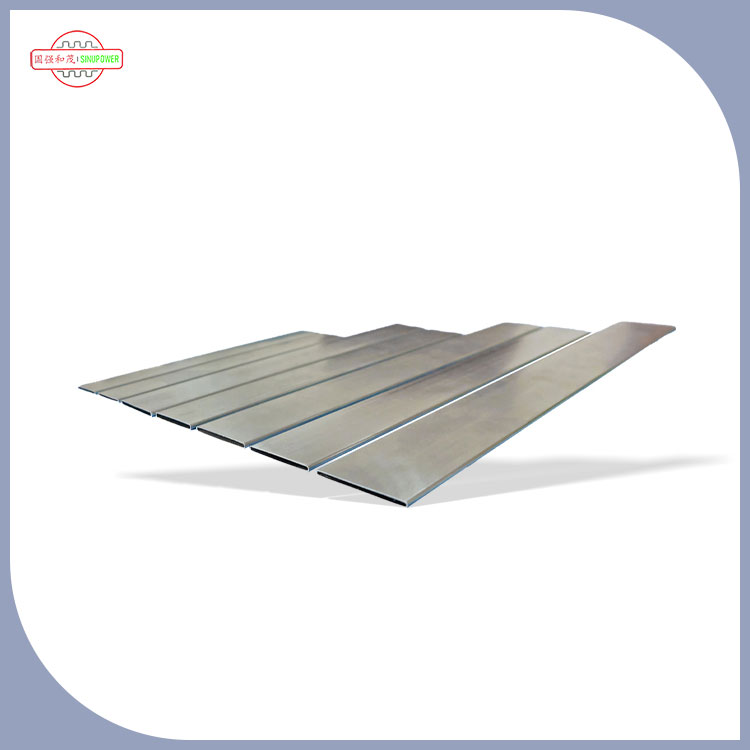
Trudność cięcia koncentruje się na cechach przekrojowych. Asymetryczna struktura płaskich owalnych rur utrudnia zapewnienie dokładności kąta prostego tradycyjnej metody uniwersalnej. Jeśli odchylenie kąta cięcia jest większe niż 1 °, szczelina złącza tyłka przekroczy 0,5 mm, wpływając na wytrzymałość spawania. Ponadto, gdy grubość ściany rurki (zwykle 2-5 mm) jest nierównomierna, do wystąpienia lokalnego przegrzania i deformacji. Zwłaszcza w przetwarzaniu materiałów ze stali nierdzewnej wysoka temperatura spowoduje powstanie skali tlenku, zwiększając kolejne koszty szlifowania.
Wybór narzędzi musi pasować do materiału i specyfikacji. W przypadku płaskich owalnych rur stalowych o niskiej zawartości węglowych zaleca się cięcie plazmy (prąd 80-120a), z prędkością cięcia 10-15 mm/s, a błąd pionowy sekcji można kontrolować w odległości 0,3 mm/m; W przypadku materiałów ze stali nierdzewnej preferowane jest cięcie laserowe (moc 500-1000 W), która realizuje przetwarzanie bezkontaktowe poprzez wiązki światła o wysokiej energii przenoszone przez światłowód optyczny, ze strefą dotkniętą ciepłem <0,1 mm, aby uniknąć korozji międzykrystalicznej. Cienkie rurki (grubość <3 mm) mogą użyć cięcia drutu CNC z dokładnością ± 0,01 mm, co jest odpowiednie do precyzyjnego przetwarzania komponentów.
Proces działania koncentruje się na ustawieniu pozycjonowania i parametrów. Przed cięciem złączki do rury należy naprawić przez oprawy, aby upewnić się, że linia cięcia jest prostopadła do osi (odchylenie ≤0,5 °), a siła zacisku urządzenia jest kontrolowana przy 5-10 MPa, aby zapobiec deformacji; Podczas cięcia w osoczu dysza jest utrzymywana 3-5 mm od ściany rurowej, a ciśnienie gazowe (powietrze lub azot) jest ustawione na 0,6-0,8 MPa, aby uniknąć rozbieżności łukowej; Krojenie laserowe musi dostosować pozycję ostrości zgodnie z grubością ściany, a skupienie rur grubościennych jest regulowane do 1/3 ściany rury, aby poprawić penetrację cięcia.
Późniejsze przetwarzanie wpływa na ostateczną jakość. Po cięciu młynek do kątowy (z 120 szlifującym koło) jest wymagany do usunięcia burr, aby uzyskać chropowatość przekroju RA ≤12,5 μm; Rury ze stali nierdzewnej muszą być pasywne (zanurzone w roztworze kwasu azotowego przez 10-15 minut), aby zapobiec rdzy na cięciu. W przypadku scen o wysokich wymaganiach precyzyjnych (takich jak zespół rur wydechowych samochodowych) należy wykryć odchylenie kątowe prostego kątu prostego, aby upewnić się, że spełnia standard tolerancji ± 0,1 °.
Cięcie prostych kątów na FLat owalne rurkiwymaga rozważenia zarówno wydajności sprzętu, jak i szczegółów procesu. Dzięki precyzyjnemu pozycjonowaniu, optymalizacji parametrów i późniejszego przetwarzania można osiągnąć płynny przekrój i precyzyjny efekt przetwarzania kąta, zapewniając podstawową gwarancję dla uszczelnienia i wytrzymałości strukturalnej połączenia rurociągu.