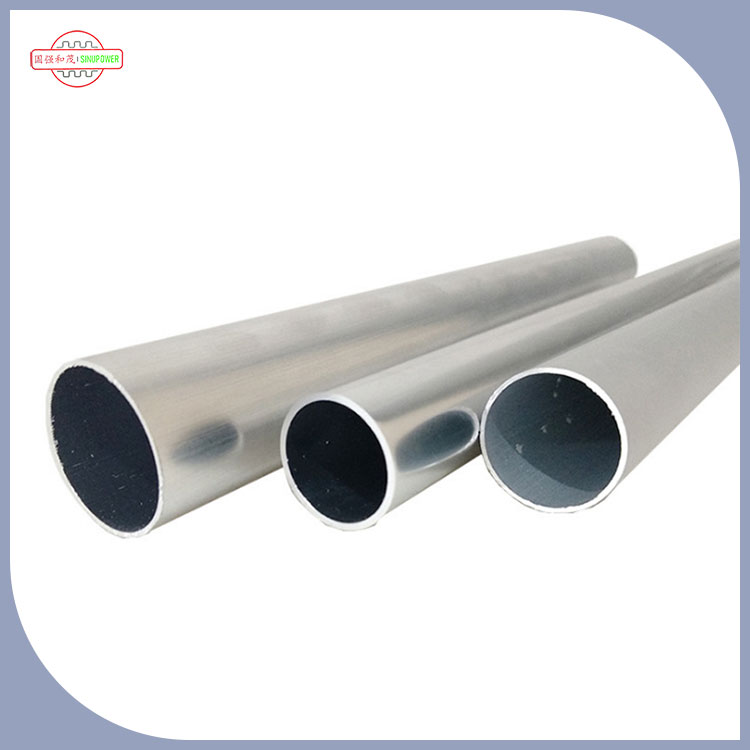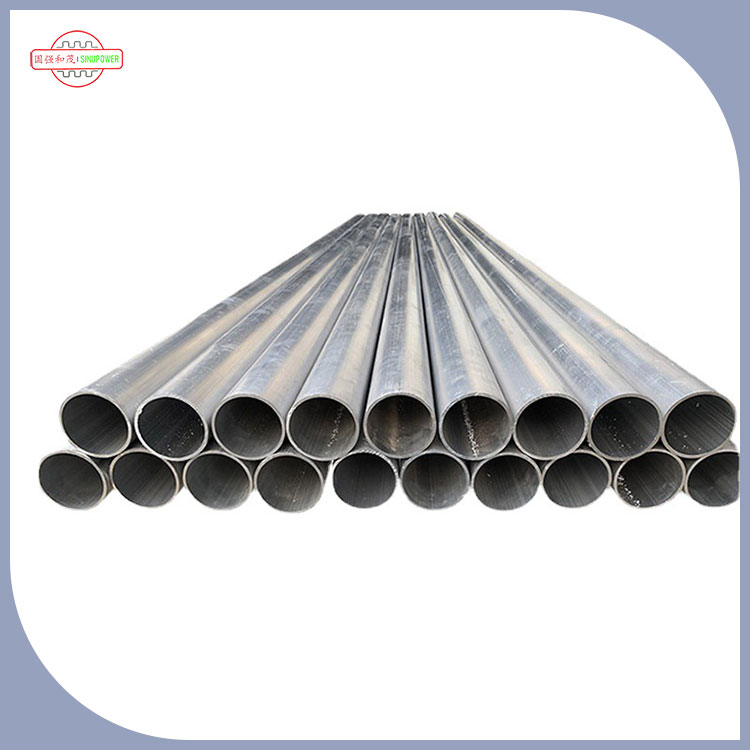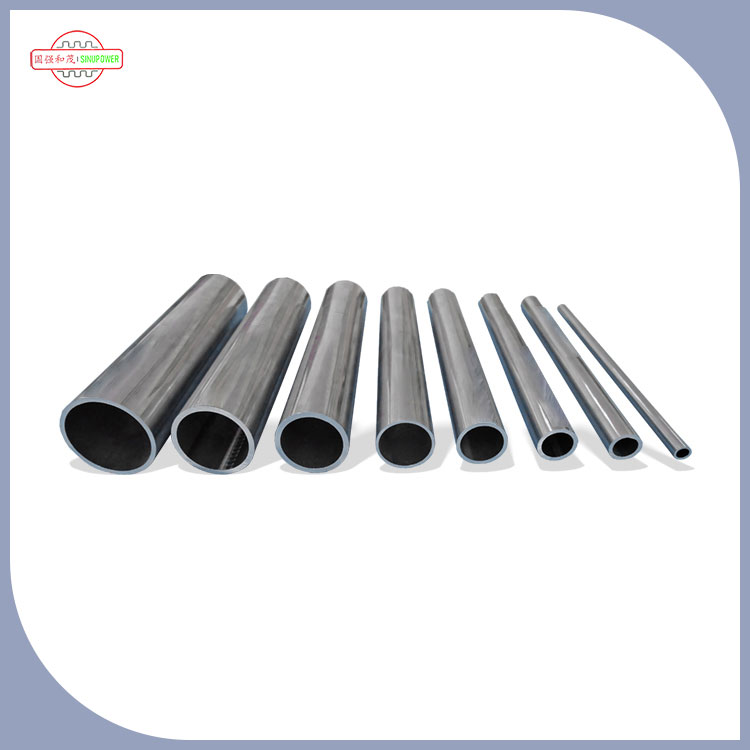

Proces spawania rur typu B dla rdzeni grzewniczych zwykle obejmuje następujące kroki:
1.Przygotowanie spawania
Czyszczenie materiału: Użyj szczotek ze stali nierdzewnej, plików i innych narzędzi do usuwania plam oleju, rdzy, zanieczyszczeń i innych zanieczyszczeń z powierzchni rury typu B, które mają być spawane, takie jak połączenie między końcem rury a nagłówkiem, odsłaniając metalowy połysk. W razie potrzeby rozpuszczalniki organiczne, takie jak aceton, można użyć do dalszego usuwania oleju.
Wybór materiałów spawalniczych: Wybierz odpowiedni materiał spawalniczy na podstawie materiału rury typu B. Na przykład, jeśli jest to rura typu B wykonana z materiału ze stali węglowej, można wybrać odpowiednie pręty spawalkowe ze stali węglowej, takie jak E4303; Jeśli jest wykonany z materiału ze stali nierdzewnej, należy wybrać pręty spawalkowe ze stali nierdzewnej, takie jak E308-16.
Debugowanie sprzętu do spawania: Sprawdź, czy sprzęt do spawania działa normalnie, dostosuj prąd spawania, napięcie i inne parametry. W przypadku sprzętu do spawania łuku należy upewnić się, że prędkość przepływu gazu jest odpowiednia, a czystość gazu argonowego przekracza 99,97%.
Przetwarzanie groove: Wybierz odpowiednią postać rowka, taką jak rowek w kształcie litery V, oparty na średnicy i grubości ściany rury typu B. Wymiary kąta rowka, tępego krawędzi i krawędzi złącza powinny spełniać wymagania procesu spawania. Zasadniczo kąt powierzchni rowka wynosi 60 ° ± 5 °, tępa krawędź wynosi 0-2 mm, a klirens złącza wynosi 2-4 mm.
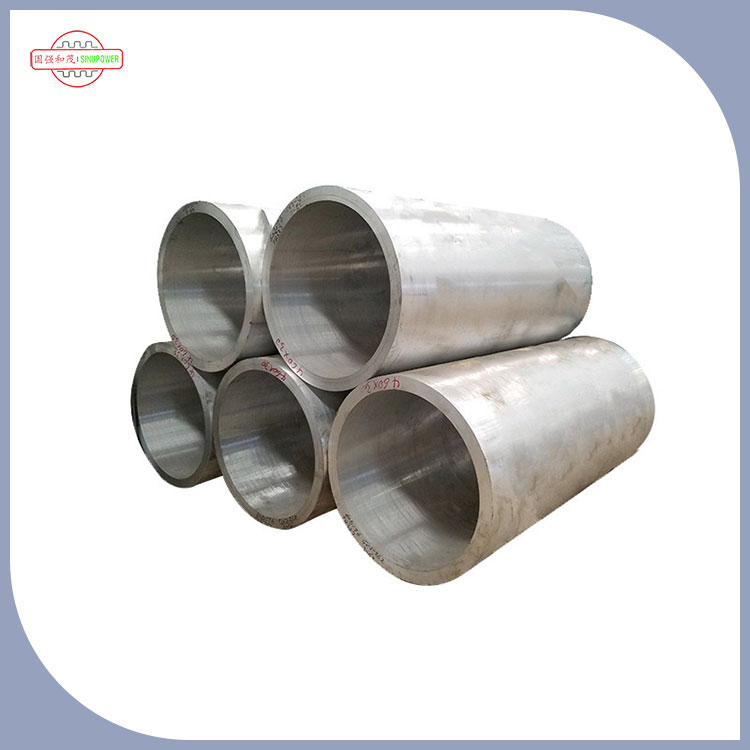
Pozycjonowanie spawania: Montuj rurę typu B z komponentami, takimi jak nagłówek, aby zapewnić dokładne pozycjonowanie. Naprawiono przez pozycjonowanie spawania, długość i ilość spoin pozycjonujących różnią się w zależności od średnicy rury. Gdy średnica rury jest mniejsza lub równa 100 mm, długość spoin powinna wynosić 5-10 mm i powinna być nie mniej niż 3 spoin pozycjonujących; Gdy średnica rury jest większa niż 100 mm, długość spoiny pozycjonującej powinna być większa niż 15 mm.
2.Operacja spawania
Spawanie dolne: Uruchom łuk na powierzchni rowka, a następnie przenieś łuk do pozycji początkowej i spawaj wzdłuż szwu spoiny po stopieniu tępej krawędzi. Stosując metodę łamania łuku lub ciągłą metodę spawania, zwróć uwagę na obserwowanie wielkości stopionej puli i sytuacji rozpadu, aby zapewnić dobrą fuzję u podstawy spoiny, bez wad, takich jak niepełna penetracja lub włączenie żużla.
Wypełnij spawanie: Po zakończeniu spawania podstawowego wykonuje się spawanie. Według określonej sytuacji można stosować spawanie pojedynczych lub wielokrotnych, i można zastosować ciągłe spawanie łukowe. Metoda transportu pasków może używać huśtawki półksiężyca lub piłokałka, a amplituda powinna być zwiększona warstwa przez warstwę. Ważne jest, aby nieco zatrzymać się po obu stronach rowka, aby zapewnić szerokość i wysokość szwu spoiny, oraz uniknąć włączenia żużla spowodowanych rowkami między kulkami spoiny.
Spawanie pokrywy: Podczas pokrycia spawania używany prąd powinien być nieco mniejszy, aby utrzymać jednolity kształt i rozmiar stopionego basenu. Kąt między prętem spawalniczym a kierunkiem spawania powinien być utrzymywany na około 75 °. Gdy pręt spawalniczy zamyka się na krawędzi rowka, powinien się krótko zatrzymać, aby uniknąć podcięcia.
3.Leczenie po spoinie
Czyszczenie spoiny: Po zakończeniu spawania niezwłocznie wyczyść powierzchnię spoiny z zanieczyszczeń, takich jak żużla i plamy, używając narzędzi takich jak szczotki druciane i maszyny do szlifowania do czyszczenia.
Kontrola wyglądu: Sprawdź, czy pojawienie się spoiny spełnia wymagania. Spawa powinna być jednolita, gładka i wolna od wad, takich jak pory, pęknięcia, podcięcie i brak fuzji. Nadmiar wysokości spoiny powinien znajdować się w określonym zakresie, ogólnie 0-2 mm i lokalnie nie wyższej niż 3 mm. Szerokość spoiny pokrywy powinna być o 0,5-2,0 mm szersza po każdej stronie otworu rowka.
Nie destrukcyjne testy: Zgodnie z odpowiednimi standardami i wymaganiami przeprowadzane są testy nieniszczące na spoinach, takich jak testowanie cząstek magnetycznych, testy penetracyjne lub testy ultradźwiękowe, aby sprawdzić wady w spoinie.
Obróbka cieplna: Jeśli materiał rurki typu B jest stalą wysokiej stopowej lub inne materiały podatne na naprężenie spawalnicze, lub jeśli proces spawania wymaga obróbki cieplnej, szew spoiny musi być poddany obróbce cieplnej, takiej jak temperament, normalizacja itp., Aby wyeliminować naprężenie spawania i poprawić mechaniczne właściwości spawania.